南京激光焊接设备参数,机器人激光焊接机价格




- 面议
- 2023-02-22 07:37:05
- 激光焊接设备-,机器人激光焊接机定制,机..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
例如,在电子装置制造中,以往用的焊接机器人对电子组装施以锡钎焊时,留有一定空间让烙铁头能伸人至被焊部位进行焊接。随着电子产品小型化的发展,电子部件引脚的间距越来越小(0.3mm间距),集成电路芯片封装元件的引脚间距也从当初的1.0mm发展为0.8mm、0.65mm、0.5mm,甚至0.4mm、0.3mm都已很普遍,并且部件之间的空间也越来越小。
半导体激光锡焊机器人系统设有位置校正系统,以焊点位置的及工艺参数的优化。其原理是通过摄像头对工件,上的标记点照射后,经画像处理装置和激光变位传感器,对焊接位置和高度进行补正。通过液晶触摸屏对输出功率、激光照射时间、焊接温度曲线等工艺参数进行设定。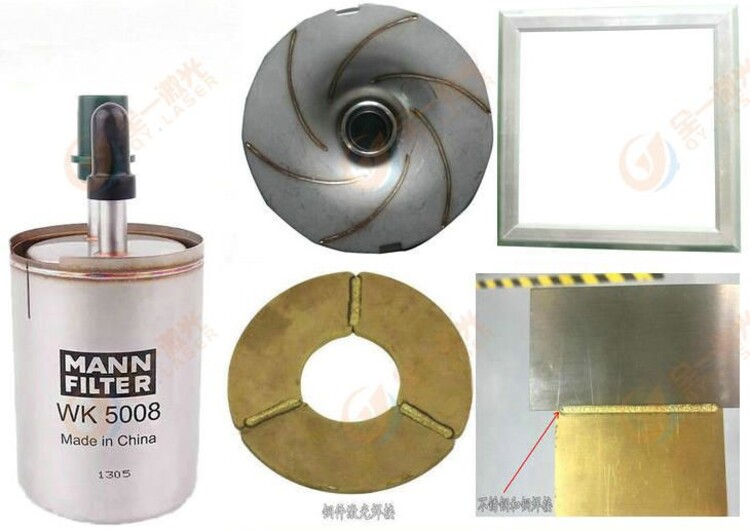
激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率大为30W、50W (空气冷却)两种,并连续可调,从而达到佳功率的焊接。
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。
- 激光焊接设备-,机器人激光焊接机定制,机..
- 激光焊接机
- 宋威
南京激光焊接设备-信息
-
 威海激光焊接设备品牌,机器人激光焊接机价格面议
威海激光焊接设备品牌,机器人激光焊接机价格面议 -
 长春激光焊接设备作用,机器人激光焊接机价格面议
长春激光焊接设备作用,机器人激光焊接机价格面议 -
 大庆激光焊接设备出售,机器人激光焊接机生产厂商面议
大庆激光焊接设备出售,机器人激光焊接机生产厂商面议 -
 衡水激光焊接设备操作流程,机器人激光焊接机定制源头厂家面议
衡水激光焊接设备操作流程,机器人激光焊接机定制源头厂家面议 -
秦皇岛激光焊接设备参数,机器人激光焊接机生产厂商面议
-
 四平手持式激光焊接机操作流程面议
四平手持式激光焊接机操作流程面议
VIP推荐信息
-
 人造皮革撕碎机价格不是事-pvc废料撕碎机以质取胜
人造皮革撕碎机价格不是事-pvc废料撕碎机以质取胜 -
 旧床垫撕碎机-发动机机壳撕碎机工厂哪家哪个好
旧床垫撕碎机-发动机机壳撕碎机工厂哪家哪个好 -
 北京2507双相钢衬氟法兰球阀防腐球阀Q641F-16C
北京2507双相钢衬氟法兰球阀防腐球阀Q641F-16C -
 321不锈钢衬氟放料球阀衬氟球阀FQ41F46-16P
321不锈钢衬氟放料球阀衬氟球阀FQ41F46-16P