哈尔滨销售机器人激光焊接机厂家供应,激光焊接机-实时报价



- 面议
- 2023-02-22 07:37:00
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
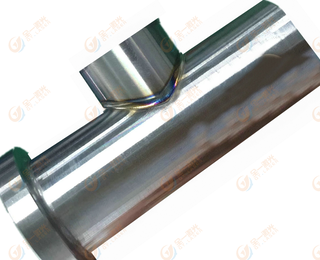
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
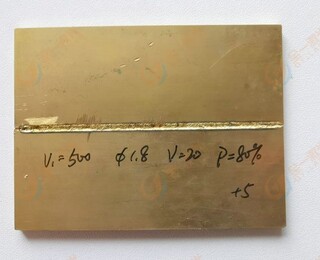
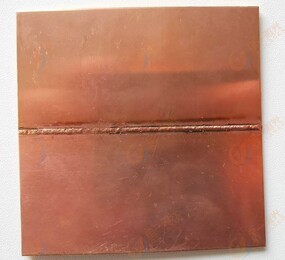
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。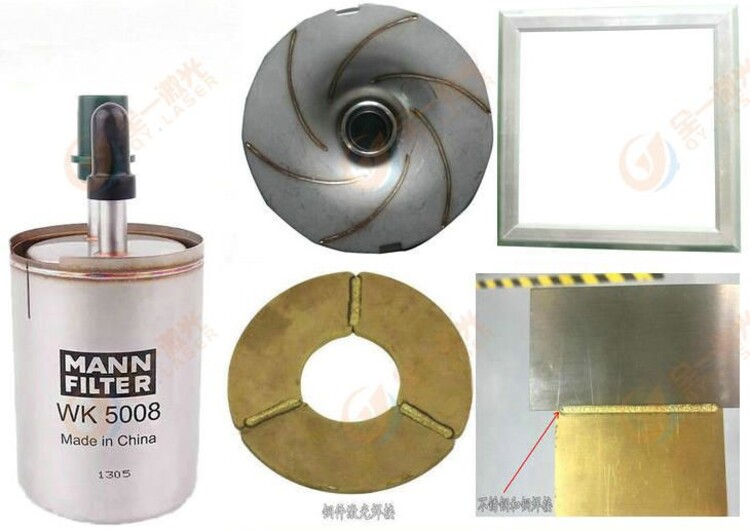
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。
焊接控制系统的集成是人与技术的集成和焊接技术与信息技术的集成。集成系统中信息流和物质流是其重要的组成部分,促进其有机地结合,可大大降低信息量和实时控制的要求。注意发挥人在控制和临机处理的响应和判断能力,建立人机圣诞的友好界面,使人和自动系统和谐统一,是集成系统的不可低估的因素。
- 激光焊接机,全一激光科技-诚信厂家,激光..
- 激光焊接机
- 宋威
激光焊接机-实时报价信息
-
 天津园区税收优惠政策?¥ 100
天津园区税收优惠政策?¥ 100 -
 天津园区税收优惠天津园区产业招商¥ 100
天津园区税收优惠天津园区产业招商¥ 100 -
天津园区税收优惠园区招商企业招商优惠政策¥ 100
-
 潼关老手表回收价格积家手表回收一般几折¥ 99999
潼关老手表回收价格积家手表回收一般几折¥ 99999 -
 天津园区税收优惠天津自贸区¥ 100
天津园区税收优惠天津自贸区¥ 100 -
天津园区税收优惠方式¥ 100







